Założenia stanowiska zrobotyzowanego
Głównym zadaniem systemu było zidentyfikowanie detalu – kranu znajdującego się na jednym z dwóch taśmociągów, pobranie go za pomocą robota w powtarzalny sposób, tak aby w następnym kroku odłożyć go precyzyjnie na gniazdo kształtowe piły CNC. Jest to przykład zrobotyzowanego stanowiska obróbczego.
Dlaczego wybraliśmy system wizyjny Pickit 3D L
Wybraliśmy Pickit3D L, ponieważ spełniał wymagania projektu: posiada natywne oprogramowanie umożliwiające wykonania zleconego zadania oraz specyficzne cechy systemu wizyjnego, które były dla nas ważne.
Ten system wizyjny zapewnia duży obszar widzenia przeznaczony do detekcji średnich i dużych obiektów.
Zaprojektowana linia buforowa posiada dwa niezależne podajniki. Koniecznym jest, aby system wizyjny obejmował dwa podajniki o łącznej szerokości ponad 1500 mm. Natomiast krany przeznaczone do dalszej obróbki posiadają rozmiary od około 200 do 300 mm.
W przypadku jeszcze mniejszych detali wymagających detekcji wybralibyśmy kamerę L-HD.
Przejrzystość i intuicyjność programowania systemu wizyjnego Pickit jest kolejnym atutem. Nie jest konieczne instalowanie żadnego oprogramowania, wszystkie operacje odbywają się za pomocą web serwera znajdującego się na sterowniku Pickit.
Wszystkie przedstawiane cechy maszyny oraz systemu były konsultowane z klientem. W ramach tych konsultacji dowiedzieliśmy się, że w najbliższym czasie klient chce samodzielnie rozbudować system o kolejne referencje, dlatego zaproponowane przez nas rozwiązanie musiało być proste w obsłudze, stabilne oraz umożliwiające rozbudowę.
Automatyzacja procesu Pick and Place za pomocą systemu wizyjnego
Komunikacja pomiędzy urządzeniami odbywa się po UTP. Pomimo wykorzystanego w robocie wejścia RJ-45 należało wyposażyć go w dodatkową opcję User Socket Messaging. Pickit udostępnia szablony programów do wszystkich popularnych robotów ABB, KUKA, Kawasaki, Universal Robots, Yaskawa , Fanuc.
Kalibracja robot – kamera
W Pickit jest to rozwiązane bardzo pomysłowo i wymaga od programisty niewiele pracy. Wszystko, co należy zrobić, to umieścić dołączoną do zestawu planszę kalibracyjną z kodami QR w chwytaku robota, a następnie zateachować 5 odpowiednich punktów. Robot musi w nich posiadać odpowiednie wychylenia osi. Jednocześnie plansza musi znajdować się w obszarze widocznym dla kamery. Wykonanie programu z tymi pięcioma punktami pozwala Pickitowi na wyznaczenie w swoim układzie współrzędnych TCP robota.
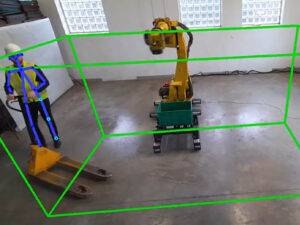
Wyznaczanie obszaru roboczego systemu wizyjnego
Kolejny krok to wyznaczanie obszaru roboczego kamery. Tutaj pojawia się bardzo ważna kwestia, na którą trzeba zwrócić uwagę. Wstępnie obszar detekcji – tzw. bin, uczymy planszami z kodami QR, a później jego wymiary możemy dowolnie edytować.
Przy przeprowadzanych testach okazało się, że kamera Pickit nie radzi sobie z odcięciem podłoża. Jeśli bin obejmuje powierzchnię, na której leżą detale, to system potrafi wyciągnąć z niego punkty w przestrzeni i zinterpretować dopasowanie detalu na wysokim poziomie, z precyzją sięgającą 85-90%. Jest to oczywiście niebezpieczne i może powodować fałszywe odczyty. Aby tego uniknąć obszar detekcji musi znajdować się minimalnie nad powierzchnią, na której znajdują się detale.
Uczenie systemu wizyjnego
W uczeniu kamery wykorzystano modele 3D kranów dostarczonych bezpośrednio przez klienta oraz modelu 3D chwytaka od naszego konstruktora.
Dobrze wykonane cyfrowe modele umożliwiają rozróżnianie między sobą referencji nawet bardzo podobnych detali. Stanowisko zrobotyzowane zostało przez nas zaprogramowane do detekcji 5 referencji z możliwością późniejszej rozbudowy systemu o kolejne wzory kranów.
Czułość rozpoznawania detali przez system wizyjny
Już pierwsze testy w Unitem pokazały, że kamera nie ma problemu z rozróżnieniem detali. Podczas finalnego uruchomienia maszyny u klienta okazało się wręcz, że robi to zbyt dobrze.
System wizyjny Pickit w pewnym momencie zaczął odrzucać detale w obrębie jednej referencji. Okazało się, że pochodzą one z innej formy i różnią się nieco zalewkami.
Program został skorygowany. Obniżono minimalnie próg matching score do i tak wysokiego poziomu 90%. Dzięki temu maszyna zaczęła pracować bez zbędnych przestojów.
Usprawnienia systemu
Często w aplikacjach 3D wykorzystuje się miejsce pośrednie. Stosując w naszym rozwiązaniu odpowiedni kształt chwytaka oraz wizję Pickit3D mogliśmy z tego zrezygnować. Dzięki temu uprościliśmy proces, co skutkowało zmniejszeniem czasu cyklu.
Wnioski
System Pickit w tej maszynie przemysłowej sprawdza się bardzo dobrze. Koordynaty punktu pobrania wysyłane do robota są obarczone pewnym odchyleniem około 3-5 milimetrów głównie w osi Z. Jest to kompensowane poprzez kształt zastosowanego chwytaka. Pozwala to na pewne odkładanie kranu na gniazdo kształtowe do dalszej obróbki przez piłę CNC.
Prostota komunikacji oraz kalibracja Fanuc – Pickit jest bardzo ważna i sprawuje się bardzo dobrze. Integracja systemów przebiegała bez problemów.